TECHNOLOGIA BETONU - zmiany w/c a zmiany wytrzymałości
Dwa tygodnie przed Świętami w laboratorium odbyło się szkolenie dla pracowników naszej betoniarni. Było to szkolenie z cyklu szkoleń poszerzających wiedzę i kompetencje naszych pracowników pracujących przy procesie produkcji betonu towarowego. Tematem tego szkolenia były zagadnienia związane z technologią betonu. Poruszaliśmy kwestie najczęściej popełnianych na budowach błędów, czyli zmian stosunku wody do cementu w mieszance betonowej po zasadniczym procesie mieszania w mieszalniku na betoniarni. Szkolenie miało charakter warsztatowy - pracownicy mogli osobiście naważyć poszczególne składniki i dokładnie obserwować cały proces produkcji. W trakcie szkolenia przygotowaliśmy trzy zaroby dla receptur istniejących w naszej produkcji - beton C16/20 plastyczny, C30/37 plastyczny oraz w ramach bonusu, by pokazać również zależność wytrzymałości betonu na ściskanie od zagęszczenia betonu - C12/15 wilgotny. Z każdego zarobu wykonaliśmy trzy próbki, z tymże każda była odpowiednio zmodyfikowana w stosunku do poprzedniej. Próbki zostały poddane pielęgnacji zgodnie z normą i po okresie 28 dni poddane zostały ściskaniu w prasie hydraulicznej. Dokładny opis całego procesu opisany został poniżej.
1. Beton C16/20 plastyczny
Pierwszym wykonanym zarobem był beton C16/20 plastyczny, czyli nasza tradycyjna "dwudziestka". Deklarowana przez nas klasa konsystencji tego betonu to S3, czyli opad stożka w granicach 100-150 mm. Celem tego badania było pokazanie, jak zmieniają się wytrzymałości na ściskanie betonu w trzech sytuacjach:
- beton o zbyt małej ilości wody, by uzyskać projektowaną w recepturze konsystencję,
- beton w konsystencji projektowanej - ilość wody według receptury,
- beton z dodatkową ilością wody, mający za zadanie zobrazować spadek wytrzymałości przy dolewaniu wody na budowie.
Uzyskane po 28 dniach dojrzewania wytrzymałości betonu na ściskanie przedstawiały się następująco


Analizując wyniki można zaobserwować wyraźnie, jak zmiany w stosunku w/c zmieniają wytrzymałość betonu na ściskanie, a co za tym idzie najczęściej trwałość całej konstrukcji. Przyjrzyjmy się rozpatrywanym przypadkom:
- Beton zbyt gęsty osiągnął wytrzymałość ponad 32 MPa, co pozwala zaliczyć go o klasę wyżej jako beton C20/25. Byłaby to korzystna sytuacja, gdyby nie to, że taki beton ciężko rozkłada się w betonowanym elemencie. Jego prawidłowe rozłożenie i zagęszczenie poprzez wibrację będzie znacznie utrudnione. Nawet jeśli uda się nam rozłożyć taką mieszankę w elemencie, to jego zagęszczenie może być niewystarczające - zbrojenie będzie blokować jego rozpływ i zostanie niewłaściwie otoczone. W betonie pojawią się pustki, które będą osłabiać przekrój elementu, a odsłonięte zbrojenie zacznie korodować i negatywnie wpływać na beton. O ile sytuacja taka jest do opanowania, to niezbędne tutaj są sprzęty umożliwiające rozłożenie mieszanki w elemencie i buława wibracyjna, których często na budowie nie ma. W takiej sytuacji najczęściej dolewana jest woda.
- Beton w konsystencji projektowanej osiągnął wytrzymałość 26,2 MPa. Taki beton z bezpiecznym zapasem spełnia swoją klasę, zapewniając wymaganą trwałość, a przy swojej konsystencji pozwala się właściwie rozłożyć w konstrukcji i odpowiednio zagęścić. Jednakże nie jest to beton, który sam rozłoży się w elemencie. W dalszym ciągu niezbędne tu są grabie, aby właściwie rozłożyć beton w elemencie oraz wibrator, by zapewnić właściwie zagęszczenie betonu. Co jeśli nie ma takiego sprzętu? Dolewamy wody i...
- Beton w konsystencji za wysokiej. Sam się rozpływa. Sam się układa. Sytuacja marzenie, ale... Zamawiana była klasa C16/20, a według wyników mamy ledwie C12/15. A co z samą mieszanką? Najczęściej możemy zaobserwować, że cięższe kruszywo spływa sobie na sam dół mieszanki, a woda z cementem (mleczko cementowe) wypływa do góry - następuje segregacja mieszanki betonowej. Beton nie spełnia swojej roli. Wierzch betonu po wyschnięciu możemy zamiatać. Cała konstrukcja jest osłabiona.
2. Beton C30/37 plastyczny
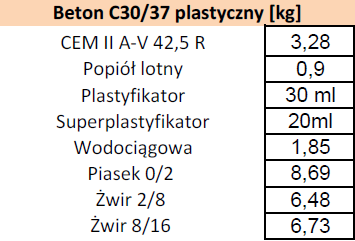
Drugi analizowany przypadek to beton C30/37 plastyczny. Deklarowana przez nas klasa konsystencji tego betonu to S3, czyli opad stożka w granicach 100-150 mm. Jest to beton wyższej klasy wytrzymałości, do którego stosujemy odpowiednio silniejszą chemię, czyli superplastyfikator. Jego charakterystycznym działaniem jest, to że beton choć wydaje się być gęsty - rozpływa się pod swoim własnym ciężarem. Celem tego badania było pokazanie, jak zmieniają się wytrzymałości na ściskanie betonu w trzech sytuacjach:
- beton w konsystencji projektowanej - ilość wody według receptury,
- beton z dodatkową ilością wody, niewibrowany,
- beton z dodatkową ilością wody, wibrowany.
Uzyskane po 28 dniach dojrzewania wytrzymałości betonu na ściskanie przedstawiały się następująco
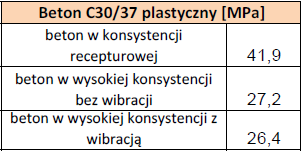
Analizując powyższe wyniki możemy wywnioskować, że:
- Beton w konsystencji projektowanej osiągnął właściwą wytrzymałość. W trakcie produkcji mieszanki mogliśmy zaobserwować, że w mieszalniku beton wydaje się być gęsty (mieszalnik ciężej pracuje), natomiast po wyłączeniu mieszania doskonale się rozpływa i jest w dalszym ciągu jednorodnie wymieszany.
- Beton w za wysokiej konsystencji nie poddany wibracjom uzyskał wytrzymałość betonu C16/20. Przy czym mieszanka silnie się rozsegregowała.
- Beton w za wysokiej konsystencji poddany wibracjom również uzyskał wytrzymałość betonu C16/20, jednakże odnotowany został niewielki spadek wytrzymałości w stosunku do betonu niewibrowanego. Może być to spowodowane tym, że poprzez wibracje zjawisko segregacji się pogłębiło, mleczko cementowe (czyli cement nadający wytrzymałość) zostało dokładniej wypchnięte z mieszanki, co osłabiło jeszcze dodatkowo beton.
Jak możemy zaobserwować mieszanka, tak znacznie zmodyfikowana, sama się rozpłynie, sama się ułoży, ale rozsegreguje się, a wytrzymałość może spać nawet o dwie klasy.
3. Beton C12/15 wilgotny
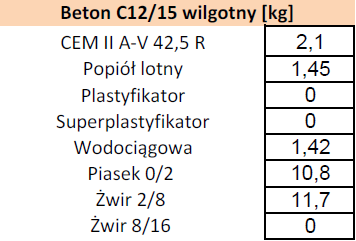
Trzecim analizowanym przypadkiem w ramach bonusu był beton C12/15 wilgotny w konsystencji C1. Celem tego badania było pokazanie, jak zmieniają się wytrzymałości na ściskanie betonów wilgotnych w zależności od zagęszczenia. Określenie, czy beton jest właściwie zagęszczony badaliśmy poprzez zważenie próbki i policzenie gęstości mieszanki w znanej objętości foremki do próbek. Analizowaliśmy trzy przypadki:
- beton w konsystencji projektowanej - właściwie zagęszczony.
- beton w konsystencji projektowanej - zagęszczony zbyt słabo.
- beton w konsystencji projektowanej - uklepany w formie.
Uzyskane po 28 dniach dojrzewania wytrzymałości betonu na ściskanie przedstawiały się następująco
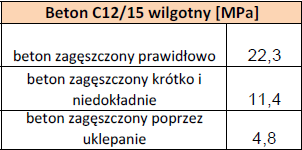
Analizując powyższe wyniki możemy wywnioskować, że:
- Beton w konsystencji projektowanej i o właściwym zagęszczeniu osiągnął wytrzymałość 22,3 MPa. Jest to właściwa wytrzymałość.
- Beton w konsystencji projektowanej o niewłaściwym zagęszczeniu osiągną wytrzymałość 11,4 MPa. Jest to wartość wytrzymałości słabego C8/10.
- Beton w konsystencji projektowanej i jedynie uklepany w formie uzyskał wytrzymałość 4,6 MPa, co jest wartością wytrzymałości naszej stabilizacji C3/4.
Z powyższych wartości możemy zaobserwować, jak istotne dla tego typu betonów jest jego właściwe zagęszczenie poprzez płyty wibracyjne i inne tego rodzaju sprzęty. Jego zagęszczenie możliwe jest też przez właściwą ilość wody w mieszance, dlatego niedopuszczalne jest, by beton wilgotny po przywiezieniu na budowę, nie został od razu wbudowany w miejsce docelowe, ponieważ woda znajdująca się w mieszance wyparuje. Równie niewłaściwa jest sytuacja, gdy wykorzystuje się taki beton jako gotową mieszankę do rozrzedzenia na budowie.
Podsumowując:
- Dolewanie wody na budowie po zasadniczym procesie mieszania w mieszalniku na betoniarni wpływa niekorzystnie na mieszankę betonową i o ile jest to sytuacja nie wynikająca z błędu po stronie Producenta, zwalnia go to z odpowiedzialności za taką mieszankę. Dolanie wody powinno być odnotowane na dokumencie WZ i podpisane przez osobę, która taką decyzję podjęła.
- Jeśli na budowę dojedzie beton za gęsty i jest to ewidentnie winą Producenta, bo mieszanka jest natychmiast wbudowywana, a gruszka nie musiała czekać na rozładunek, to Klient ma prawo złożyć reklamację - możliwa jest wtedy sytuacja, że do mieszanki dolana zostanie woda w znanej ilości lub domieszka plastyfikująca, by tą mieszankę doprowadzić do konsystencji projektowanej.
- Jeśli na budowę dojedzie beton za rzadki, Klient ma prawo złożyć reklamację i odesłać gruszkę z takim betonem.
- Niedopuszczalne jest dolewanie wody, żeby beton się "lepiej rozpływał".
W każdej z powyższych sytuacji zachęcam do kontaktu z technologiem (czyli autorką tego tekstu 🙂 ), by skonsultować się, co do możliwych rozwiązań problematycznych sytuacji.
Życzę udanych Walentynek! 🙂